
厚壁件经常会出现流痕的现象。有部分注塑工程师会误判为冷料。可能根据经验采用的解决方法是对的。但仍然走了些弯路。
熔融状态的塑料为非牛顿流体,表面产生流痕,经常是由湍流引起。
案例一

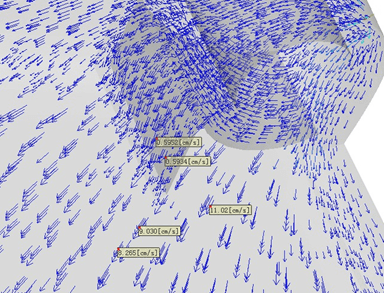
通过moldflow分析,可以发现。2股料的速度不一样,(0.59 VS 11.02 cm/s)。通过增加上面通道的壁厚,来提高上面通道的熔体速度,使2股料在混合时避免发生湍流。或者是改变浇口位置。以改变熔体流动方向来避免。
案例二

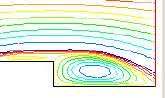
在R角较小的地方产生,在这尖角位置几何空间较大,熔体在该位置有足够的空间产生漩涡。解决的方法。减少该位置的壁厚,压缩空间以降低该位置的流场的雷诺数,从而避免湍流的产生。
案例三

由壁薄的位置到壁厚的位置产生流痕。这种在流场经常可以看到。如下图所示。解决的方法。改变浇口位置,使熔体从厚型腔进入薄型腔,或者使流动方向与台阶平行。
对于解决湍流造成的注塑件表面质量问题。我们可以借鉴一下管内流场的雷诺数(不同的流场,雷诺数表达方式不一样)来制定我们注塑工艺调整思路。
要防止发生湍流,可以通过降低雷诺数来实现。
借鉴下面的公式,降低注塑速度V,减少产品壁厚D,降低熔体温度或模具温度、换材料来降低流体动力粘度都可以降低雷诺数。


